多台阶腐蚀
多台阶腐蚀其实就是选择性腐蚀在实际生产中的另一种应用方式,是用选择腐蚀的方法在零件卜腐蚀出各种不同深度的一种腐蚀加工方法,也称为分步切削腐蚀加工。通过这种方法腐蚀的各种不同深度可以用未腐蚀的凸台分隔开,也可以相互邻接最终形成梯形的剖面。其加工程序是:最先暴露腐蚀的部位,也就是最终腐蚀得最深的部位,对深度大的腐蚀应特别注意侧蚀量及多台阶累计公差的精确计算。下面用一实例来说明这一过程的进行
例4假定如图1 5所示的横截而为要求腐蚀的三台阶截面图。要完成这 多台阶的腐蚀过程,需要通过一个步聚米完成,现简述如下:
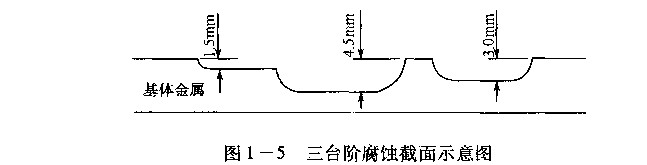
(1)零件经清洁处理后,涂上防蚀材料,待完全干燥后,在图l-5中4.5mm深度要求的部位去掉防蚀层,作为第一次腐蚀加工.的窗口。去掉这部分防蚀层后的零件放人腐蚀 液中进行第一次腐蚀,腐蚀深度:1.5mm。见图l.6
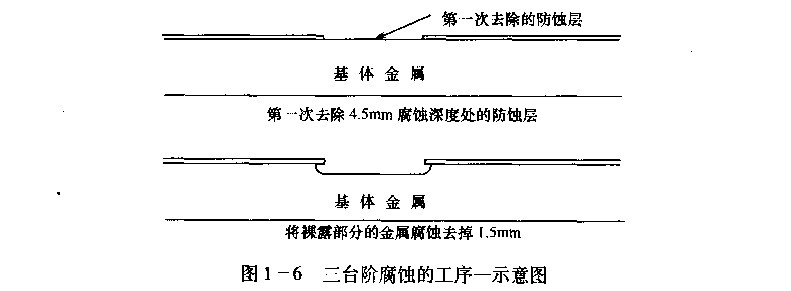
(2)经第一次腐蚀后的零件从腐蚀液中提出,清洗干净并干燥后,检测其腐蚀深度是否在设计要求范围。如符合要求,再去除第二次需要腐蚀部位的防蚀层,即图1 5中所示3mm腐蚀深度部位,作为第二次腐蚀增加的腐蚀加工窗口。第二次去除防蚀层后放入腐蚀液中进行第二次腐蚀,腐蚀深度:l.5mm。见图1-7。
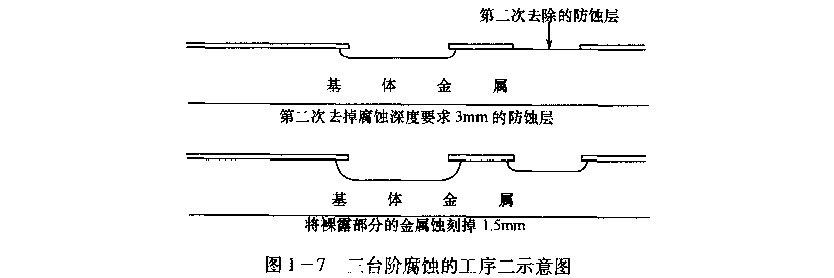
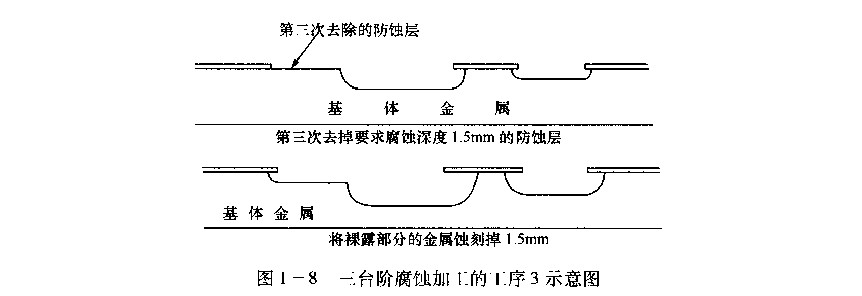
(3)将经第二次腐蚀后的零什从腐蚀液中提出,清洗干净并十燥后,同时再次检测二次的腐蚀深度是否符合要求,然后再去除第二移(所需要腐蚀部位的防蚀层,即图1-5中所示1。5mm腐蚀深度要求的部位,作为第三次腐蚀所增加的腐蚀窗口。将去除这部分防 蚀层的零件放人腐蚀液中进行第三次腐蚀,腐蚀深度:l_5mm。如图1~8所示。经这步工序完成后,这一三台阶零件的腐蚀过程即告结束。零件经清洗后,最后检测各台阶腐蚀深度是否在工艺要求范围内,如深度不够可适当再增加蚀刻时问,达到规定深度后即可去除全部防蚀层,加工过程结束。
在多台阶腐蚀加工冲,关于防蚀层的制作,最原始的刻划法往往最为实用,关于这一方法的过程和要求,留待后面章节介绍。
在腐蚀过程中为了保证腐蚀深度在工艺规定的范围,在每一次腐蚀过程中都要经过多次检测跟踪腐蚀深度的变化。对丁腐蚀深度的控制,可以采用二步或_三步逼近法进行控制。在确定每次蚀刻时间时,应对被腐蚀金属材料进行蚀刻速度及侧蚀率的测试实验,再根据测试的蚀刻速度及侧蚀率确定蚀刻时间及被腐蚀窗口的尺寸。
在多台阶腐蚀加工中要特别注意加工工差问题,由于在多次腐蚀加工过程中,工差会逐渐积累起来,因而,每一次的腐蚀加工都必须取工差的中值。并且在实际腐蚀过程中,还需要对腐蚀尺寸进行精确测量,以便可以补救偏离工差的部位。在多台阶腐蚀中还要注意的一个问题,就是经腐蚀后的各层台阶边缘的几何形状是会随着腐蚀深度的增加而变化,如果想要达到预期的几何边缘,就需要选择与之相适应的腐蚀方法。
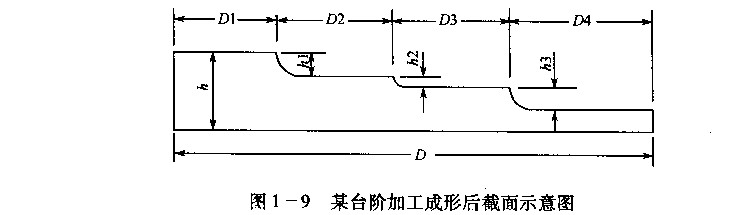
在多台阶腐蚀加l『_中,有两个关键尺寸的配合,即腐蚀深度和侧蚀量的配合。只有这两者都达到完美的配合,才能加工出设计要求的产品。腐蚀深度和侧蚀量都可以通过实验取得精确的数据,再根据这些数据,确定每个台阶的蚀刻时间及每个台阶的窗口尺寸。在下面用一个例子来说明。
例5某一台阶的截面如图1—9所示。