
侧腐蚀与蚀刻精度
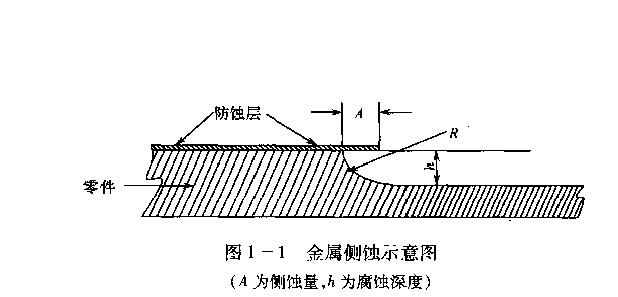
在化学蚀刻加工工艺中,除不经任何防蚀处理的整体蚀刻力法外,都必须要注意防蚀层下,金属腐蚀的“蔓延”问题,也就是我们常说的“侧腐蚀”。侧腐蚀的大小直接关系到图文的蚀刻精度和腐蚀线条极限尺寸。我们来看一下防蚀层图文边缘的腐蚀加工过程:零件在腐蚀液中, 方面腐蚀剂与零件表面发生反应,腐蚀加工向着垂直于零件表面的方向进行,即深度方向进行。同时,腐蚀剂也在与防蚀层图文边缘下面的金属发生反应,使腐蚀加工沿着防蚀层边缘下面向着水平力向进行。从而在防蚀层的边缘下面形成一个宽度为A和半径近似等于腐蚀深度h的圆弧R,这种现象称为“侧蚀”或“防蚀层下水平切削”,如图1-1所不。
通常把防蚀层下的水平方向腐蚀宽度4称为侧蚀量,侧蚀量A与腐蚀深度h的比值就是侧蚀率F:
F=A/h式中:A为侧蚀量(mm);h为腐蚀深度(mm);F为侧蚀率或腐蚀因素,用以表示不同条件
下侧蚀量与腐蚀加工深度之间的关系。
以上有关圆弧R的大小受蚀刻深度、设腐蚀窗口的最小宽度与蚀刻深度的比值、腐蚀液的组成、腐蚀方法及材料种类等的影响较大。
侧蚀量决定了化学蚀刻加工的精度,侧蚀量越小,加工精度越高,适用范围就越宽。反之,加工精度降低,适用范州缩小。侧蚀量的大小主要受金属材料的影响,在常用的几种金属材料中,以铜的侧蚀量最小,铝的侧蚀量最大。腐蚀剂的选择、浓度及蚀剡条件也会对金属的侧蚀量产生较火的影响。通常情况下,人们都认为蚀刻速度越快侧蚀量越小,其实这种认识并不十分准确,在金属材料和腐蚀液成分一定的情况下,这一认识才是成立的,其最小侧蚀量也只能达到这一金属材料的理论侧蚀量。有关学者研究表明,选择更为优越的腐蚀剂,虽然蚀刻速度提高并不明显,但的确可以改善金属的侧蚀量。
蚀刻速度和侧蚀量,是化学蚀刻中两个最关键同时也是最为重要的参数。蚀刻速度决定了化学蚀刻加工周期的长短,蚀刻速度越快,蚀刻加工周期越短,生产效率越高,反之生产效率降低。但是,蚀刻速度也并非越快越好:①蚀刻速度越快,在单位时间内对金属的蚀刻量就越大,产热量增大,腐蚀液温度变化快,不利于蚀刻速度的恒定;②蚀刻速度太快,对于深度要求很精确的零件加工不易控制;③蚀刻速度越快,经蚀刻后的金属表而质量越低,明显影响蚀刻表面的平滑度和光泽度;④高的蚀刻速度往往都需要高浓度的腐蚀剂浓度、高腐蚀性的化学试剂、高的蚀刻温度等。这些因素一则使腐蚀剂成奉增高,同时对抗蚀层的要求增高,成本增加。再则,高浓度的腐蚀剂和高的蚀刻温度都会增加对环境的污染和对操作人员的危害。在实际应用中,对于那些蚀刻鼍较大的零件,可以采用“先快后慢”的方法进行。所谓“先快后慢”就是先用蚀刻速度较快的腐蚀液进行一次蚀刻,当蚀刻深度接近设计要求值后,再换用蚀刻速度较慢的腐蚀液进行精度蚀刻,这样做虽然增加了工序,但缩短了加工时间,同时又保证了蚀刻精度和表面光泽度。至于快速蚀刻时间的确定,需要根据零件的加工要求而定,一般可以选择总蚀刻量的80%一90%为宜
