
丝网印刷割板的选择
刮板是一种有弹性的胶条,其作用是把油墨从网版上挤压到承印物L从而完成丝网印刷(以下简称丝印)过程。常用的有橡胶刮板和聚氨酯刮板。前者耐溶剂性较差,硬度低,在丝印过程中易于发生弹性弯曲变形,从而影响丝印图文边缘的清晰度,现在除.些要求较低的图文印刷还有使用外,精细图文印刷已极少采用。后者有良好的耐溶剂性能,硬度较高,在丝印过程中不易发生弹性弯曲变形,特别适用于高精细度图文要求的印刷而被普遍采用。图文印刷宦果用肖氏硬度在65°~70°的刮板。手工丝印宜选用矩形刮板,机械丝印宜选用尖角刮板。刮板一般都是用木材或铝材制成柄再嵌上刮条,在嵌接部位用镙钉拧紧。刮条以露出柄25mm左右为宜。
在丝印过程中,刮板的压力、刮板与网版的倾角及刮板运动速度的恒定对丝日~的图文质量有很大影响。
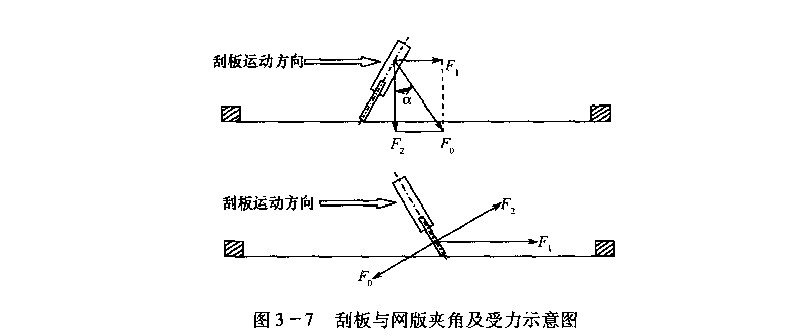
(1)刮板压力:丝印是刮板通过一定的压力使网版和承印物紧密贴合,油墨渗过网版网孔转移到承印物表面。刮板压力过小,一则使油墨不能顺利渗过网孔转移到承印物上;二则网版和承印物不能紧密贴合,使印刷的图文边缘不清晰。刮板压力过大,容易使刮板板刃弯曲,造成刮板与网版之间形成面接触;刮板压力过大也会使油墨渗出二者原因的总合,都会出现图文边缘不清晰的现象。刮板与网版夹角及受力示意图如图3-7所示。
在丝印过程中,压出油墨的力沿刮板角度a向F1方向刮动,油墨对刮板产生阻力,从丝网孔压出油墨,成为渗出压F2其公式为:
F02=F12+F22
F1=F0sina,F2=F0cosa
从上式可以看出,刮板角度a越小时,渗出压就越大,反之渗出压就小.超过90°时,F2向逆转。当使用硬刮板,遇到丝网的摩擦阻力时刮板不易弯曲变形.有利于保持角度的稳定,使力的无功损失减少,同时也使丝印的图文边缘清晰。如果是使用橡胶之类的
弹性较大的材料制作刮板,刮板板刃受到阻力便会发生弯曲,使刮板的角度发生变化,刮板与网版接触面积增大,并增大刮板与网版的摩擦阻力,由于刮板与网版接触面积的增大,使刮板不能与网版之间保持线接触关系,使丝印的图文边缘容易产生模糊。
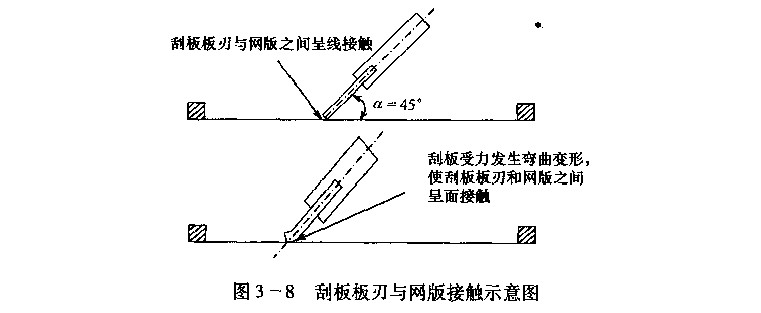
(2)刮板的倾角:要丝印出质量优良的图文效果,刮板刃口与网版的接触方式很重要。根据刮板刃口与网版接触面积的大小,可分为线接触和面接触。只有当刮板刃口与丽版的接触面积最小,即保持刮板刃口与网版之间为线接触时.才能丝印出边缘清晰的图文效果。刮板刃口与丝网网版的倾角为45。时,这时刮板刃口与丝网版的接触面积最小,不管倾角大于或小于45°都会使其接触面积增大,影响丝印质量。在实际操作中刮板刃
口的倾角都大于45°,有时甚至达60°~70°。但在丝印用力时,使刮板发生弹性变形,接触丝网的一端倾角会变小,使实际工作倾角接近理论值。如果刮板的压力太大或刮板的硬度不够,刮板板刃与网版的接触面会发生弯曲使刮板板刃与网版之间的接触面积增大形成面接触,严重影响丝印图文质量。刮板板刃与网版接触示意图见图3-8。
作为稳定丝印质量的首要条件是使刮板倾角a与刮板速度保持恒定,以便消除油墨转移压力的不均衡,这就必须控制好刮板板刃与网版的夹角a的变化及刮板运动速度。手工丝印时,开始的刮板运动速度慢,中间快,然后停止。这就要求选取的刮板有一定的硬度,能在一定压力下进行匀速运动,并在运动中不发生弯曲形变。
(3)刮板的研磨与保管:在丝印过程中刮板刃口与丝网面经常摩擦,容易耗损从而使刮板的刃口变钝。如不注意研磨并保持刮板刃口锋利,就会降低丝印图文的清晰度而影响丝印质量。对经常使用的刮板要注意研磨,研磨刮板时应清除刮板表面油墨。研磨时应注意刮板与研磨带平行、垂直,不可晃动。加压时用力不能过大,先进行粗研磨,再细磨。如没有研磨机也可手工研磨,把砂纸放在一厚的玻璃或其他平整硬板上,将刮板垂直拿好,轻轻研磨,只能按一个方向推磨,不可来回磨,切不可用手拿砂纸进行研磨。手T研磨一样要进行粗磨和细磨。
每次丝印结束后.都要将刮板清洗干净,放在干燥避热处保存,如刮条裸露部分高度小于15MM应及时更换新的刮条,
